Rouge in Pharmaceutical Water Systems
Abstract
Originally published in 2008, this paper has been recently updated following increasing number of pharmaceutical companies who are finding the presence of rouge in their high purity water storage and distribution systems.
Incidents of the presence of rouge seem to have increased significantly over the past decade, and this is giving cause for concern both in terms of the system engineering issues, and also in the system quality assurance and compliance areas. So much so, that the ISPE Guide recently introduced a chapter on Rouge.
This is a paper intended to summarise and collate observations of rouge and offer practical guidance from Honeyman Group’s own experiences in relation to rouge in pharmaceutical water systems.
Its purpose is to offer simple and basic guidance on what to do when rouge is found, what to consider in terms of its impact on the operation and use of high purity water systems, and suggestions as to how to proceed in a sensible and compliant manner in the presence of rouge.
The author’s intention has not been to produce a highly scientific document, discussing the theoretical causes of rouging, nor proposes absolute or definitive mechanisms for its proliferation, development, removal or prevention. This has been left to academics who may be researching the phenomenon in much more detail.
Introduction
Water system specialists at Honeyman Group Limited, have over 27 years experience working with many of the large pharmaceutical companies, involving over 250 high purity water systems. Over that considerable period they have gathered and collated a number of observations, trends and practical experiences regarding the phenomenon of rouging and how it is handled in the industry from both the engineering and regulatory standpoints.
Hence, this paper provides an insight into what rouge is, how and when it occurs, and most importantly, how it impacts upon the use and performance of systems and the compliance of water qualities.
We hope that readers will find this paper a useful and practical summary which may place the presence of rouge into a realistic context, and will provide some benchmarking over the state of water systems across a wide range of companies and operational water systems.
One thing is for sure, if rouge is discovered in your pharmaceutical, high purity water system, you will not be alone!
What is rouge?
Rouge is a discolouration typically found on the internal surfaces of a water system which has been constructed from stainless steel, and operated at elevated temperatures, typically above 65°C. Sometimes the rouge is easily removed by wiping, readily staining a white cloth with a rusty red colour, and on other occasions the colour seems to be embedded into the metal itself, and is not easily removed by wiping.
In severe cases, the discolouration can be transmitted around the system, and into the water itself causing discolouration of off-take points and connected equipment (‘migratory rouging’).
The name rouge comes from the likeness in appearance to the extremely fine, blood red powder used by jewellers for polishing purposes (jewellers rouge), and also used in theatrical make-up as a cheek blusher.
In terms of pharmaceutical water systems, rouge may be interpreted simply as ‘rust’ or ‘oxidation corrosion’ - but these words are not quite as palatable for obvious reasons.
Whatever the term, the appearance of red/brown discolouration on the internal, water contact surfaces of a stainless steel system is always alarming to discover. So what is the composition of the rouge discolouration?
We have had samples of the red/brown material analysed on many occasions, and there does not appear to be a single composition. What is true though, is that rouge is evidently formed as a by-product of the oxidation of the iron (ferrite) component of stainless steel alloy. Not surprisingly therefore, rouge consists of a mixture of iron oxides, hydroxides, and other salts (both ferrous and ferric oxidation states) in various hydrated forms, and the mixture depends upon the environment and circumstances of each situation. It is therefore not a single compound, and may vary from case to case in its composition of iron oxidation products.
Nearly all instances of ‘rouging’ seem to relate to hot WFI systems operating at elevated temperatures of around 80ºC, but nevertheless, a significant and increasing problem for pure water systems generally.
Metallurgical specialists describe many kinds of rouge, from grey, through pink to red/brown and black in colour, depending on the formation environment. The chemistry of such iron oxidation is complex, and is a subject all of its own not intended to be discussed here. Generally, rouge can be classified into three main categories depending upon its mechanism of formation -:
Class 1 rouge– migratory rouge - coming from an external source. An example would be rouge particles emanating from a still, presenting along a delivery pipe feeding a storage vessel, or from pump impellor erosion. Alternatively, class 1 rouge could come from any source of carbon steel, foreign to the system.
Class 2 rouge – initiated and driven by the presence of chlorides or halides. This could occur as a residue from the installation process, or from water soluble halide ions occurring in very small concentration. These have the effect of firstly dissolving the passivation layer, and secondly, promotion of the exposed ferrite surface.
Class 3 rouge – black in colour, associated with high temperatures e.g. steam.
Some rouging is very localised, and may give rise to pitting corrosion and deep scarring of the stainless steel surfaces, other forms present a very light, uniform discolouration across the internal water contact surfaces. Most commonly, the rouge found in the high purity water environment is of the red/brown/black variety, although not all cases are limited to that.
Where is rouge found?
Many years of observation have led to some classical areas where rouge discolouration is typically found in a pharmaceutical water system.
These include one or more of the following -:
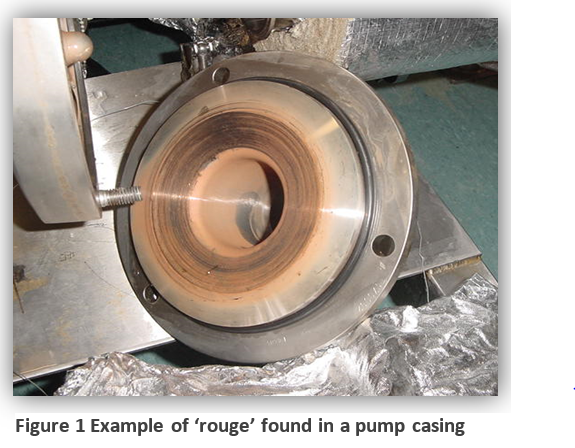
- Pump impellors and internal housings
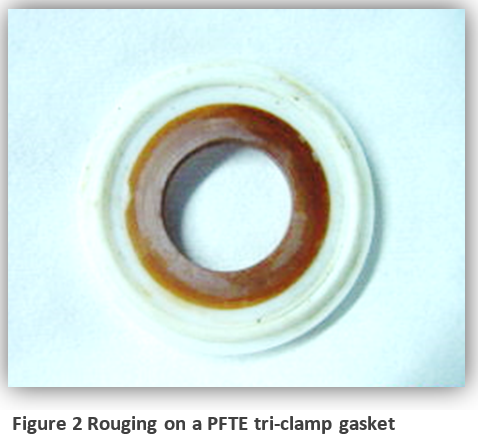
- PTFE surfaces such as tri-clamp gaskets and valve diaphragms
- Offtake hoses, machine connections e.g. Nylon/Silicon/PTFE
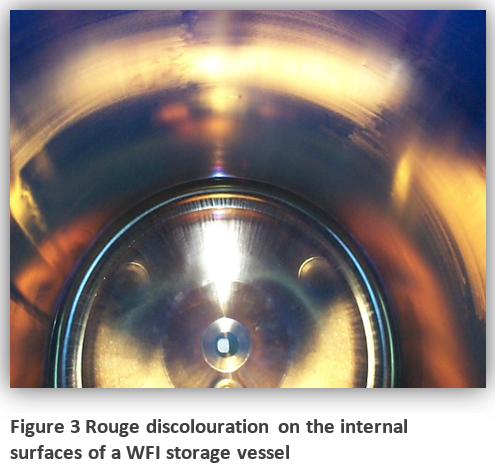
- Storage vessel surfaces (usually above the water line)
- In-line filters and housings
- Vessel spray balls
- Still and Pure Steam Generator internals
Illustrations -:


When is rouge found?
In Honeyman Group’s experience, rouge is only found in high purity water systems which are constructed from stainless steel, usually polished to give a suitable internal surface, and of welded construction. The final ingredient necessary for rouge formation is heat, i.e. the water system operates either wholly or intermittently at elevated temperatures typically around 80 º C. We are aware of reports of rouging in systems which are not heated, but have very little first-hand evidence of this, which would tend to suggest that rouge does not readily occur in high purity water systems operating at ambient temperatures.
Some 25 years ago, we came across several pharmaceutical water systems with very severe rouging that were operating at elevated temperatures and whose storage vessels had nitrogen blankets rather than breathe filtered air. This type of design found its way into the pharmaceutical industry from the micro-electronics/semi-conductor industry where it is common to purge storage vessels with nitrogen. This is a design feature which is intended to minimise the uptake of carbon dioxide from a conventional filtered air atmosphere, as may be required for the sensitivities of semi-conductor manufacture. However, this design feature did not transfer well to hot, pharmaceutical WFI systems which showed extensive rouging when nitrogen blanketing was employed in combination with elevated temperature in stainless steel systems.
Clearly, when a new water system has been installed and commissioned, one would hope that it starts its life free of rouge. Most installation contractors these days employ a rigorous commissioning procedure involving degreasing and chemical passivation of the internal stainless steel surfaces using a variety of chemicals. The purpose of this commissioning stage is to firstly ensure that all water contact surfaces are free from oil and grease, and secondly to prepare bare stainless steel surfaces for use. Passivation is achieved (particularly around the weld zones) by removing surface ferrite, and replacing it with a surface layer of chromium oxide, which is known as a ‘passivation layer’. This layer of chromium oxide (formed from chromium within the stainless steel alloy), is intended to render the stainless steel surface inert, and protects the underlying ferrite layers from attack i.e. oxidation.
For rouging to occur, one has to assume that either the protective chromium oxide passivation layer has either not been formed in the first place, or that it has been breached at some point.
It is therefore useful to employ a suitable test such as the Ferroxyl test to demonstrate that successful passivation has occurred in several test zones in the system, post commissioning. Some confidence in initial passivation success is helpful; however, this does not mean that the system will not develop rouge over time.
How important is the internal polishing specification for the stainless steel? This would seem a fundamental question if rouge is likely to be a surface effect.
The authors have seen the presence of rouge in a wide range of systems ranging from natural finish (2B or 2D, unpolished) to electropolished stainless steel finishes.
Generally, electropolishing does seem to offer some protection from surface rouging in vessels, where it is often seem as a mild discolouration which does not come off on to a white cloth when wiped. However, the vessel manufacturing process allows for electropolishing to be carried out after the manufacturing is complete, thereby providing an electropolished finish to weld zones.
In contrast, rouge seems just as likely to occur in pipework systems whether unpolished, mechanically polished or electropolished material has been employed. This rather tends to suggest that the welding of the pipework (which cannot easily be polished after installation) is somehow a contributing factor. This observation does beg the question as to whether there is any value in specifying electroplished or highly polished pipe for these applications, which incurs significantly higher cost, when the evidence suggests that after welding the performance is similar to other, less-expensive surface finishes.
Where does rouge come from?
Clearly, in pharmaceutical water systems, rouge emanates from the aggressive action of hot, pure water on the ferrite content of the stainless steel. One obvious way to avoid it would be to limit the use of stainless steel, for instance, by introducing PTFE as the material for distributing purified water throughout the plant.
Whilst stainless steel is the incumbent material in most conventional purified water distribution systems, newer and proven technologies offering parallel distribution, utilising PTFE piping, provide an accepted alternative and vastly reduce the chance of rouge forming (e.g. HydroGienic ®).
We earlier mentioned the issue of surface finish, and whilst there may be some value in higher finish specifications in vessels, there does not appear to be a huge benefit in specifying similar finishes to pipework internals as far as rouging is concerned.
But what about the grade of stainless steel?
Traditionally, 316L grade stainless steel has been used universally for pharmaceutical water systems. This grade contains chromium, nickel and molybdenum in the stainless alloy to give the necessary characteristics i.e. corrosion resistant properties. However, there are varying amounts and proportions of these elements allowed within defined limits of classification as the chart below illustrates.
Table 1 Variation in composition os 316L across four commonly specified standards.
| Composition % | ASTM A270 | DIN 17457 | BS 316S12 | AISI |
| Chromium | 16 – 18.00 | 16.5 – 18.00 | 6.5 – 18.5 | 16 – 18.00 |
| Nickel | 10 – 15.00 | 12.5 – 15.00 | 11 – 14.00 | 10 – 14.00 |
| Molybdenum | 2 – 3.00 | 2.5 – 3.00 | 2.25 – 3.00 | 2 – 3.00 |
| Carbon (max) | 0.035 | 0.03 | 0.03 | 0.03 |
| Silicon (max) | 0.75 | 0.75 | 0.20 – 1.00 | 1.00 |
| Manganese (max) | 2.00 | 2.00 | 0.50 – 2.00 | 2.00 |
| Phosphorus (max) | 0.04 | 0.04 | 0.045 | 0.045 |
| Sulfur (max) | 0.03 | 0.03 | 0.03 | 0.03 |
What is interesting is that there is quite a wide variation in the compositional tolerances of each specification for chromium, nickel and molybdenum.
If we take the ASTM standard as an example, the total of chromium, nickel and molybdenum can vary from a minimum of 28% to a maximum of 36% within the acceptable tolerance band. This means that the ferrite level, which makes up the difference, can vary +/- 8 % between grades of 316L stainless steel which comply with the specification.
Arguments have been put forward that suggest that an increasing amount of the World’s stocks of 316 grade stainless steel comes from re-worked lower grades. In other words, lower grades are recycled by melting down, and minimum amounts of chromium, nickel and molybdenum are added (to achieve 316 grade standards). This is not surprising given the costs and increasing scarcity of these elements, but the resultant stainless steel, though complying with the standards for 316, may be containing up to 8 % more ferrite than the highest quality material of the same specification. It is unknown whether this perfectly reasonable argument is relevant as an explanation as to why more rouging is apparently being observed in pharmaceutical water systems, but the increased re-working of stainless steel, and resulting impact of enhanced ferrite levels must remain a suspect, and this is surely worthy of further investigation.
As was mentioned earlier, the heat affected zones (HAZ’s) of the welds are typical areas where rouging seems to occur. It is assumed that during the welding process, the composition of the alloy in the melt pool can vary, and potentially, ferrite component can become exposed at the surface. In order to prevent oxidation during the weld process, inert gas (argon) envelopes both the internal and external surfaces in the Tungsten Inert Gas (TIG) welding procedure typically employed. This minimises oxidation of the weld due to the absence of oxygen, provided the argon atmosphere is well controlled and maintained during the welding procedure.
Also, 316 grades of stainless steel having a ‘low carbon’ specification, denoted by 316L, minimise the potential for the formation of carbides in the weld pool which can also cause pitting. Additionally, in these areas, chromium will preferentially combine with elements in the alloy other than iron at between 450°C and 800°C leaving the free iron to combine with oxygen (rust) when exposed.
Welds occur at 1200°C, and it can easily be understood that at some point either side of the weld, the temperature will be within the band, 450°C to 800°C, enabling chromium oxide depletion exposing free iron on the surface. The rusting may not appear immediately, as the action of the welding purge gas will eliminate oxygen during the welding cycle and the HAZ zone being close to the weld, is devoid of oxygen initially. On exposure to oxygen in the air in the presence of moisture or water, these zones will rust, and to prevent this ‘passivation’must take place.
There is little concrete evidence to confirm that the HAZ zones are solely responsible for the production of system rouge, but the observations and rationale set out above does seem to carry some merit.
Clearly, in order to minimise rouge production, one should take steps to control the welding process. These steps include specification and use of the correct grade of stainless steel, certification of composition, correct specification and management of the welding procedure, and thorough surface preparation involving de-greasing and passivation during commissioning of the system. This effort, combined with a ‘reasonable’ surface polish specification as discussed earlier of typically 0.5μm Ra (roughness average), seems to be standard practice. However, rouging still often occurs in operational water systems, even with these measures in place.
Appearance of rouge
Rouge typically takes on the appearance and colour as described previously, but its presentation and occurrence is not consistent and is worthy of further mention. Honeyman Group has a variety of experiences and observations to report relating to specific location points.
Storage vessel
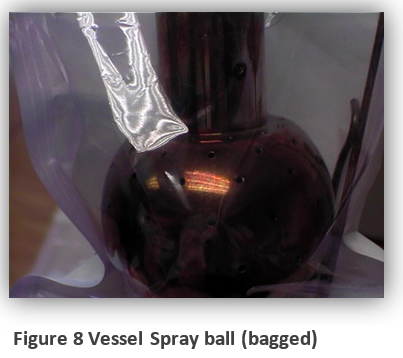
Often, the first appearance of rouge in a storage vessel might typically be seen above the water line, as may be observed through a sight glass if one is fitted. This might present first of all in the spray-ball head – a classical point of rouge formation (see fig 8). Upper surfaces of the vessel, above the water line are also visible though a sight-glass, and may also be affected. The rouging at this point is often not uniform, and can take the form of streaks or ‘teardrops’ running across the ceiling of the vessel, depending on whether or not there is a sprayball present. Spray-balls often contribute to the teardrop appearance of streaks, presumably by shedding rouge particle on to the vessel surface during operation.
Quite often, there may be no rouging observed below the water line whilst the vessel remains full of water. However, we have many experiences of the development of rouge after the vessel has been drained and opened to atmosphere. This is a strange phenomenon to witness – the red/brown rusting colour developing in seconds, migrating across the surface as the vessel cools and is exposed to atmosphere. Rouge in this form is easily removed by wiping with a cloth, but the exposed shiny stainless steel soon clouds over and forms a red/brown colour once again. The cloth used for wiping takes on a red/brown discolouration showing that this is a surface type of rouge which is easily removed, but equally easily reforms.
Once the vessel has cooled, the shiny surface may be restored by physical cleaning with a cloth soaked in nitric acid or similar oxidising/pickling agent.
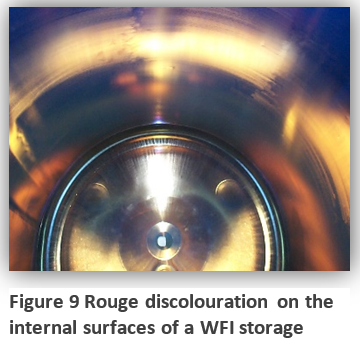
Sometimes, the rouge may be seen under the water line in the operational system. This was the case, in fact illustrated in Fig 9 in a WFI vessel. In this case, there was no change in appearance when the vessel was drained, and there was no discolouration of a cloth when these surfaces were wiped. The rouge here was not evidently present on the metal surface as described before; rather it was ‘embedded’ discolouration of the metal itself. This is more typical of discolouration of electropolished surfaces, and more akin to discolouration of metal through heating, as might be experienced on a vehicle exhaust pipe for example. This discolouration has bluish tinges, and is not dissimilar to the oil-on-water diffraction effect.
Pump impellors and casings
In almost every case, rouging will be evident on the internal surfaces of pump housings and impellors in heated pure water systems, as illustrated in Fig 10. This is the location where most companies first see rouge, being completely unaware of its existence until the pump is opened for maintenance inspection or repair.
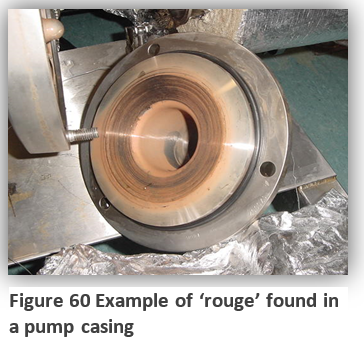
Again, similar to the description of rouge appearance below the water line in the vessel, the red/brown discolouration appears as a rapid bloom spreading over the surfaces of the exposed pump metal. This is commonly surface rouge, which can be removed by wiping with a cloth, but which almost instantaneously reappears whilst the metal remains hot and in contact with the air. It is generally accepted that this favourite location for rouge formation is due to the abrasive, high energy environment of the pump internals, similar to that generated in spray-ball heads.
However, this could also be a collection point for migratory rouge generated elsewhere in the system which is being attracted and deposited on the pump housing surfaces. There is also the possibility of a ‘magnetic’ effect in such an environment which has been postulated but not investigated as far as we know.
External indicators of rouge presence
So far, we have mentioned some classical areas where rouge presents on the internal stainless steel surfaces of a pharmaceutical water system. However, there are a number of areas where rouge also is commonly found, and this is on elastomeric surfaces such as PTFE, Nylon and Silicone rubbers.
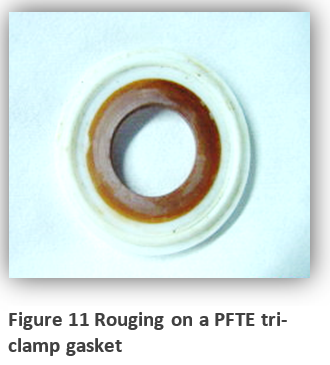
Typically, PTFE would be employed in the water system valves as diaphragm material, and as gasket material in tri-clamp joints. When these are examined, migratory rouge is often found. Rouge deposits are attracted to these PTFE surfaces and collect there, as is illustrated in Fig 11, although we have no explanation as to why this might be. Suggestions relate to an induced static charge being generated by the flow of water across these materials, leading to the attraction of rouge particles.
We have seen rouge discolouration appear in translucent silicone hoses employed at sink outlets, gradually getting darker in colour as the offtake hose is used over time, and also commonly in plastic tubing connecting Total Organic Carbon (TOC) instruments to the water system. These TOC monitors depend upon a small side-stream of system water passing through them to obtain a continuous TOC reading, and the plastic connecting tubing seems to collect rouge discolouration over time. These external areas may be conveniently used to provide useful areas to check for the presence of rouge in the system, although there is no scientific explanation as to why rouge collects there, nor anything to relate observations to quantitative rouge data on the system. However empirical, these are useful observation points for rouge nevertheless.
In-line filters
Again, rouge discolouration does appear in in-line filters that might be typically installed in water feed lines to process equipment. These filters are commonly changed regularly as might be required by GMP, and often show only very slight red/brown dicolouration due to this short life.

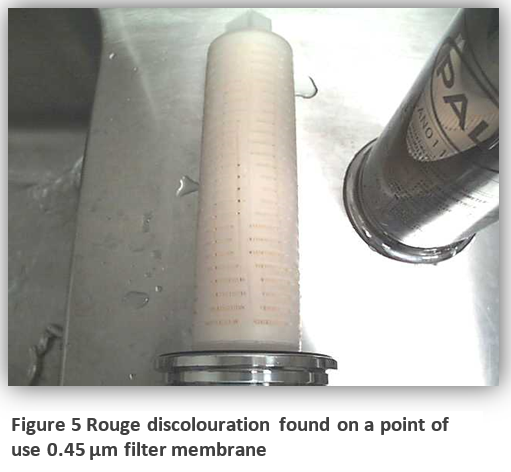
There have been occasions during early investigations where we have tried to collect migratory rouge into a 0.45 μm filter placed on one of the water system offtakes. We found in the particular systems we were looking at, that in excess of 60,000 litres of water had to pass through the 0.45 μm filter before there was a noticeable colour change, and much more had to flow before sufficient material could be collected even for the most sensitive chemical analysis of the deposit. This observation may be different on other systems, but does give an indication just how difficult it is to collect rouge from water circulating in a typical system with rouging symptoms.
Other areas
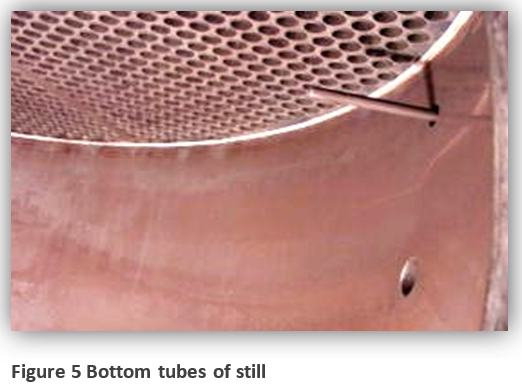
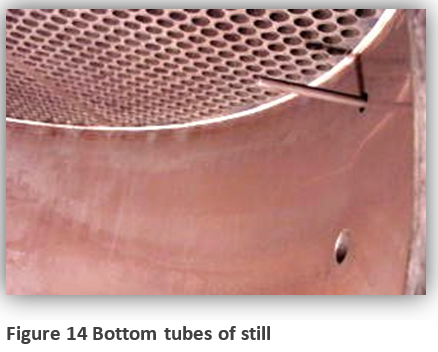
Of course, rouge discolouration may be found in many other system areas if it is looked for. These include internal pipe surfaces, as illustrated in Fig 13, heat exchangers, and especially on the internals of stills and steam generators (see Fig 14), which present particularly harsh environments in terms of temperature. It is likely that if you look for rouge in these places, you will inevitably find it.

Impact of rouge on fit for purpose and quality of water
Here, we consider the key question of whether the pharmaceutical water system can be used when there is a known presence of rouge in the system. When rouge is first discovered, it is often difficult for Quality Assurance to rationalise the impact upon the water system and to make a decision on whether or not it is acceptable to continue to use the water in production. Each case of course, has to be assessed on its merits, but over the years we have seen Quality Assurance Departments and Qualified Persons (QP’s) gradually come to terms with the visual presence of rouge, and sanction the continued use of water from such systems, often with a suitable rationale of monitoring being in place.
So it is not surprising that there are no visible rouge particles in a given water sample.
Our experience is that we have never seen an occasion when a pharmaceutical water system has ultimately not remained in use, even with the presence of quite severe rouging. This might seem quite staggering at first, but we should attempt to explain the rationale behind this.
As we have previously described, rouge is a discolouration phenomenon found on internal, water contact surfaces of a pharmaceutical water system. It is fundamentally an extremely fine form of ‘rust’, a breakdown product of the ferrite present in the stainless steel alloy. Much of the rouging found is localised to areas we have described earlier, and even ‘migratory rouge’ seems to collect on elastomeric surfaces rather than remain motile in the water itself in any measurable quantity.
On occasions where we have tried to analyse the iron levels in pharmaceutical water, even in water samples which have been concentrated by a factor of ten times, the iron levels are barely detectable by sensitive atomic absorption spectrometry methods (in the realms of parts per billion (ppb). Relative to the specified conductivity limits in the USP and Ph Eur for Compendial Purified Water/WFI this is an insignificant amount.
Certainly, there would be no impact on water conductivity (the principal criterion specified for ionic water quality) by such extremely low levels of iron.
Also, there would never be enough rouge present from any system that we have seen, that would be detectable or visible in a water sample. Indeed, as we reported earlier, something in the order of around 60,000 litres had to be filtered in one of our investigations for even the slightest discolouration to appear on a 0.45 μm membrane. So it is not surprising that there are no visible rouge particles in a given water sample.
The basic line of defence to continue to use the water is therefore to demonstrate that in all respects, water coming from a system showing the presence of rouge consistently meets the compendial requirements and water quality specifications.
If this can be demonstrated, then there should be no reason why the water cannot be used, as it can be shown to comply with the appropriate compendial specification.
This perfectly reasonable argument raises the philosophical point whether the move from limit tests to a simple conductivity specification (which exists now in both the USP and Ph Eur for all grades of pharmaceutical water) is appropriate, given the above, but that is a subject for another discussion.
On every occasion, it should be possible to carry out a risk based assessment regarding the presence of rouge in a system, and to plan a practical way forward allowing the water system to remain in use. This should only be done in conjunction with suitable monitoring and maintenance procedures in place, based upon the outcome of the risk assessment exercise.
In every case of rouge we have seen over the years, the high purity water produced by the system has met the required standard and has been deemed to be fit for purpose.
As we see more cases and learn more about rouge, then it is likely that the impact of its presence and impact upon water acceptability will be considered more scientifically with respect to its fitness for purpose as a major component of medicines manufacture.
Water is, after all, a major component of many pharmaceutical products, and used in the manufacture of nearly every product, so the industry must have confidence in its ability to manage and control water qualities on a consistent basis.
Regulatory Inspectors have been particularly quiet in respect of this issue. It would seem that everyone acknowledges that rouge is there, and since it doesn’t impact measurably on water quality then that is acceptable to continue for the moment.
One might raise the philosophical point as to whether rouge qualifies as an added substance – in which case its presence would not be acceptable within the monographs.
Possible explanations for rouging
We stated right at the beginning of this paper, that it was not going to be a scientific document postulating theoretical causes of rouging nor was it going to propose definitive mechanisms for its proliferation, development, removal or prevention.
However, it would be incomplete for the reader for us not to attempt to offer some logical explanations for the observations we have reported. We have certainly formed some views and opinions based on our experiences and evidence we (and others) have seen over the years, even though we would not be able to substantiate these in terms of scientific data.
In our early days of studying rouge back in the late 1980’s, we sought the collaboration of Mr Roy Mottram, from MARIT Metallurgical Engineers based in Yarm, UK. Roy, sadly no longer with us, was a very experienced industrial metallurgist, and had several ideas and theories regarding rouge which were never to be published due to his untimely death. However, we were privileged to have worked with Roy, and having him speak at several of our training courses and seminars on the subject. His simple explanations for the rouging observations we were finding in pharmaceutical water systems at that time still seem to be very logical and plausible today.
Roy began his talk by describing the discovery of ‘stainless steel’. This was made by Harry Brearley (1871-1948) in Sheffield, around 1912 when he was investigating the internal surfaces of gun barrels, and trying to render them more resistant to high temperature erosion. Brearley began by adding chromium (around 6 – 15 %) to carbon steel, which was known to raise the materials melting point, and found that these new materials were very resistant to chemical attack. Subsequently, these ‘stainless’ steels found their way into cutlery, saucepans, processing equipment etc.
In fact, we now know that this passivation layer is in the order of 1nm or 10 Å thick.
Further metallurgical investigation revealed that it was actually a very thin layer of chromium oxide which developed on the metal surface, known as the passivation layer, which was responsible for this ‘stainless’ effect. This is extremely thin – Roy used to speak pictorially about this being like a ‘postcard on top of the Empire State building’. (In fact, we now know that this passivation layer is in the order of 1nm or 10 Å thick).What is important to realise is that the passivation layer is formed naturally in air, on the surface of stainless steel.
When a newly polished surface of stainless steel is rubbed with a white cloth, the cloth will always show a black colour, which is the natural oxidation surface layer. This phenomenon is not always appreciated, and we have seen several QA people reacting to rouge discovery by introducing a wipe test to try and show that the stainless steel surfaces are clean, and of course, they never will find compliance with that criteria!
As mentioned earlier, heat affected zones of welds require some treatment to remove ferrite exposure, and to encourage the chromium oxide surface layer formation by acid pickling or ‘passivation’ processes being used.
Following these established facts, a pharmaceutical water system constructed from stainless steel, operating at cold or ambient temperature should not then require any specialist treatment in order to be fit for purpose. The chromium oxide passivation layer should be naturally well established on the internal surfaces, and be impervious to oxidation and rouging. However, we should not forget that the pipework, elbows, tees and other fittings in a water system are all to be welded in place during construction. As mentioned earlier, heat affected zones of welds require some treatment to remove ferrite exposure, and to encourage the chromium oxide surface layer formation by acid pickling or ‘passivation’ processes being used. It is normal to carry out the degreasing and passivation process on any newly constructed pharmaceutical water system for that reason. Generally, once commissioned, water systems that operate at ambient temperatures do not require any further anti-rouging treatments, and do not typically exhibit any rouge formation in their lifetime.
The same arguments re construction and preparation for use would of course apply to water systems that are intended to be run at elevated temperatures. Clearly, the chromium oxide passivation layer has to be established on day 1. However, in contrast, during the course of the lifetime of the ‘hot’ high purity water system, rouging is commonly found.
In the environment of hot purified water however, the higher the temperature of the system, the less dissolved air would be carried by the water, and the more difficult it would be to maintain the passivation layer.
Roy had a very simple explanation for this. He suggested that the chromium oxide passivation layer was dynamic in nature, continually breaking down and re-forming. This process would occur quite readily as long as there was sufficient oxygen for the reaction to occur. In air, for example, this could happen quite naturally. In the environment of hot purified water however, the higher the temperature of the system, the less dissolved air would be carried by the water, and the more difficult it would be to maintain the passivation layer. At some critical point, Roy argued that there would be insufficient air available, and rouging ferrite would be exposed to the surface.
This postulation fitted in with several observations we were making at the time regarding rouging of working systems. Firstly, we were only seeing rouge in hot systems. The higher the temperature, the longer temperatures remained elevated, the worse the rouging seemed to be. Secondly, in hot systems that we knew were depleted in oxygen, i.e. those whose vessels had an atmosphere of nitrogen like the semi-conductor industry – rouge levels were significantly worse. Thirdly, when we had opened vessels and pumps that were apparently free from rouge, red/brown discolouration appeared before our eyes as the exposed ferrite evidently oxidised in air.
During the period where rouging has become more prevalent in the industry, an increasing number of pharmaceutical water systems are being operated at elevated temperatures to maintain microbiological control, whereas previously, high temperatures were limited principally to Water For Injection (WFI) systems.
Also, the guidelines and industry custom and practice moved from typical operating temperatures of 60 - 65° to 80ºC as we see almost universally today. These factors could undoubtedly be contributing to the increasing incidence of rouge, in pharmaceutical water systems, for the reasons first postulated by Roy Mottram.
How to avoid rouge - Summary
If we accept much of what has been presented in this paper, then it is possible to piece together best practices and guidelines to help avoid rouging, and to minimise and contain its effects based on observation, until some definitive practices can be scientifically identified.
System design, specification and build
It is important in the first instance, to employ good system design, to select and specify the right materials and installation practices and procedures for the water system installation. These issues include -:
- Employment of 316/L grade stainless steel throughout
- Consideration of surface polishing finishes – electropolished for vessels, good mechanical polish for pipework (0.4 – 0.6 Ra typically)
- Material certification verification for pipework and all water contact fittings
- Correct specification of welding procedures
- In-process control of installation and welding consistency and quality
- Correct commissioning – degreasing and passivation
- Use of Ferroxyl test pieces, or similar regime to demonstrate successful passivation
System operation
- Avoid the use nitrogen or other inert atmospheres over the vessel which will deplete oxygen levels in hot systems
- Consider lowering the operating temperatures a little if rouging is found
- Select ‘observation’ points in the system and check regularly for rouge
Once rouge has been found in the system, it will be necessary to go through a rigorous QA procedure to demonstrate and document that there is no significant impact to output water quality, and that measures are in place for future monitoring. This is essential to justify the continued use of the system.
If the rouge is slight and fairly uniformly distributed, then no further action other than continued periodical observation may be required.
However, if rouging is more concentrated or localised, then its removal might be required. This is often achieved by localised, manual cleaning, acid pickling, or systemic re-passivation. Corrections to the system such as lowering of operating temperature, or removal of nitrogen blankets are best done before the clean up activity.
Once rouge has been found, it is difficult to remove it completely. Its progress may be slowed or halted by remedial actions as described above, but it is likely always to be there. Metallurgists often argue that rouge should be eradicated if found, as it may progress to cause long term damage to the stainless steel. Presumably, this could lead to some sort of catastrophic failure in the future. We have nothing to support or deny this postulation, except that in our 20 years or more of being around this phenomenon we have yet to see any evidence at all of such a scenario.
Conclusion
In conclusion, we have tried to illustrate through this paper, some of our experiences and observations with respect to rouging. With increased awareness about rouge, more people will be looking for and finding rouge. As a result, our understanding will increase collectively.
Readers should be encouraged that this is an industry wide issue, and apparent in many, and possibly most, hot purified/WFI systems. It may not be possible to avoid or remove rouge with today’s level of understanding, but it can be easily ‘contained and managed’ so that the affected water system can remain in use and in compliance with output water quality requirements.
Whilst stainless steel is the incumbent material in most conventional purified water distribution systems, rouge will always play a part in our industry, until an inhibiter is made available that can prevent as well as treat current and new purified water systems.
Until then, newer and proven technologies, for instance offering parallel distribution, utilising PTFE piping, can provide an accepted and proven alternative and can vastly reduce the chance of rouge forming (e.g. HydroGienic ®).
For more information on the services that Honeyman Group Limited can provide or to access consultation on your water system or rouging, please email enquiries@honeymangroup.com or call +44(0) 1833 690101
For more information on the HydroGienic® system or to speak to one of our consultants, for call +44(0) 1833 690101
Click here to download the full white paper as a print friendly PDF
Author: Trevor Honeyman CChem., MRSC, CSci
Chairman, Honeyman Group Limited
A chartered chemist, Trevor worked for Glaxo, Barnard Castle for 16 years, initially as an analyst then development chemist before being appointed to oversee the management, control and development of all of the site’s pharmaceutical water systems.
The dedicated water section he created, expanded throughout the 1980’s to provide technical support for pharmaceutical water systems throughout the Glaxo Group worldwide, and Trevor developed a wider presence and reputation in pharmaceutical circles for his experience and expertise in this specialised field.
In 1991, Trevor left Glaxo to set up Honeyman Associates, initially an independent consultancy specialising in pharmaceutical water systems and training services. The business expanded with the formation of Honeyman Water in 1997, followed by Honeyman Sterilisation (1999).
The business was streamlined in 2003 by amalgamating the three companies into Honeyman Group Limited to provide the platform from which our baseline expertise in water and sterilisation systems was developed into broader areas of pharmaceutical manufacturing support.
Over the past two decades, the Honeyman Group has helped many clients with the design, installation, validation and maintenance of their PW or WFI water systems.
Whether your requirements are for contract work, one-off, project based or during peak demand, at Honeyman, we have you covered.
To Request Further Information Please Contact Us:
Contact UsOur Customers:













News